-

-
上海浜田实业有限公司
Shanghai Hamada Industrial Co. , Ltd.
-
全国服务咨询热线:
13162861726
Shanghai Hamada Industrial Co. , Ltd.
13162861726


产品描述
| 自营 | 供货周期 | 一个月以上 |
|---|
(2)影响磨削的因素:
①磨削用量:
磨削深度。,当磨削深度增加时,无论是工件表面温度,还是表层下不同深度的温度,都随之升高,会加重,故磨削深度不能选得太大。
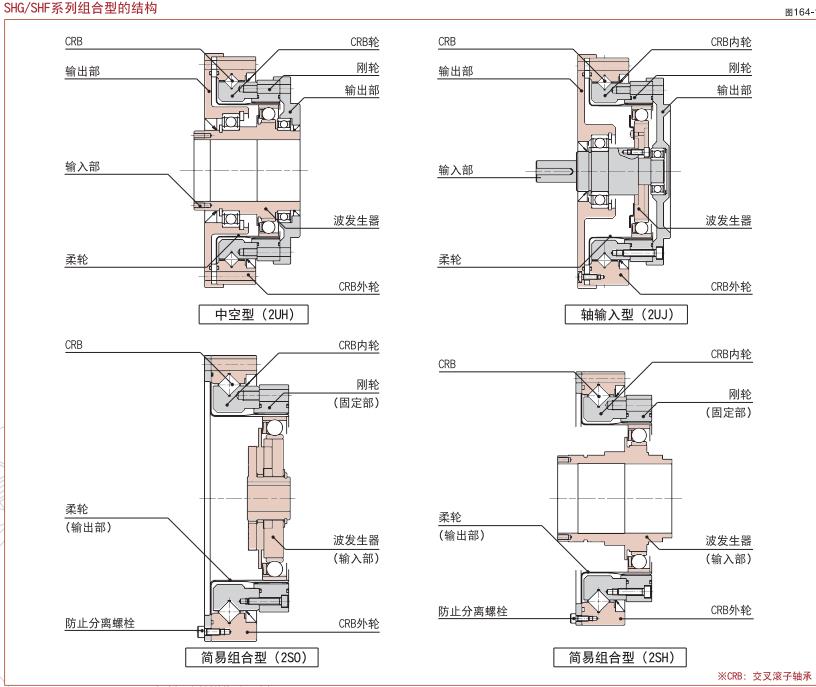
工件纵向进给量越大,日本HD谐波减速机SHF系列SHF-32-100-2UH磨削区表面温度越低,磨削越轻。其原因是九的增加
使砂轮与工件的表面接触时间相对减少,因而热的作用时间减少,散热条件得到改善。为了弥补纵向进给量增大而日本HD谐波减速机SHF系列SHF-32-100-2UH导致表面粗糙的缺陷,可采用较宽的砂轮。
工件速度增大工件速度时,磨削区温度会上升,但因为工件速度增大,虽使发热量增大,但热的作用时间却减少了日本HD谐波减速机SHF系列SHF-32-100-2UH。因此,为了减少而同时又能保持高的生产率,在选择磨削用量时,应选择较大的工件线速度和较小的磨削深度,同时为了弥补工件速度.增大而导致表面粗糙的缺陷,一般还应提高砂轮转速。
②工件材料:
工件材料对磨削区温度的影响主要取决于它的硬度、强度、韧性和导热系数。
硬度愈高,磨削热量愈多;但材料过软,日本HD谐波减速机SHF系列SHF-32-100-2UH易于堵塞砂轮,反而使加工表面温度急剧上升。工件强度愈高,磨削时消耗的功率愈多,发热量也愈多;工件韧性愈大,磨削力愈大,发热愈多
手机网站

微信号码
地址:上海市 嘉定区 江桥镇 上海市嘉定区爱特路877号商务园D栋510室
联系人:张俊杰先生(销售部经理)
微信帐号:13162861726







