布局形式输入输出同轴
安装形式立式卧式
级数单级
用途工业机器
材质钢
包装原厂纸箱
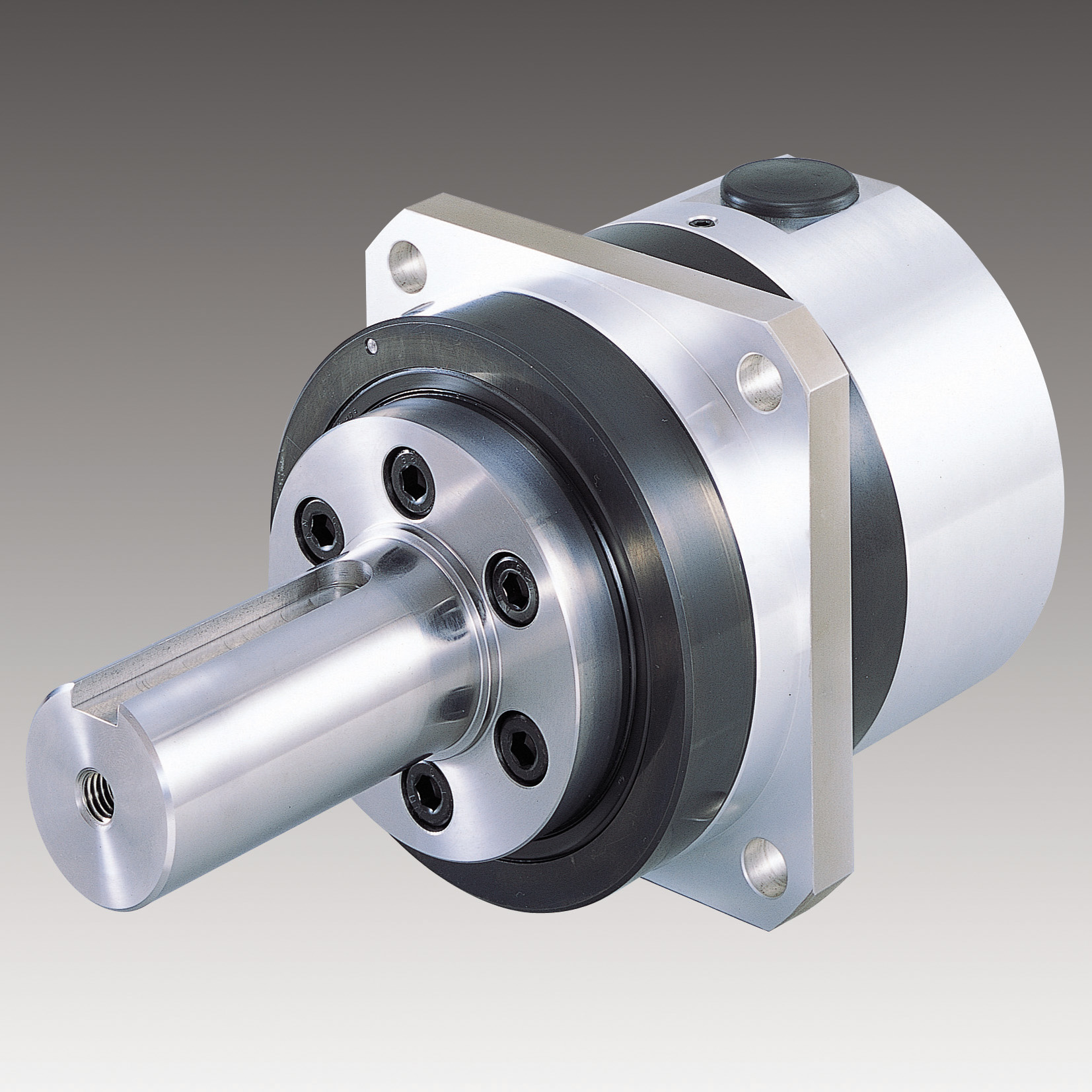
金属板料的冲裁过程:当凸模〔冲头)接触板料向下运动时,板料受到挤压,先产生弹性变形,继而发生塑性变形陷入凹模中。哈默纳科扁平金属冲模谐波减速机SHF-14-80-2A-GR由于冷变形强化和冲模刃口附近应力集中的作用,刃口附近的板料开始出现微裂纹,并逐渐扩大直至上、下裂纹会合,使板料分离。
向心轴承日本哈默纳科谐波减速机
1、向心球轴承以面对面方式安装,工作时主轴由于温升作径向和轴向膨胀,但由于内环比外环伸长快,这样膨胀的结果对轴承内环产生额外的轴向负荷,亦即增加预加负荷。
2、背对背安装的主轴轴承。当轴承内环的垫圈轴向伸长时,减少了原先调整好的预加负荷。
3、同 一轴颈上的两对轴承,左、右各一对,都是作背对背安装,其中左、右靠得近的两个即中间两个轴承是面对面的 ,工作时的温升会使中间两个轴承的预加负荷 。
4、 另一种布局方式 ,安装同一轴颈上的两对轴承 ,左 、右两端 都是成对面对面地安装 。 工作时主轴由于温升作轴向伸长时,就造成外侧的两个轴承上增加了预加负荷,而 中间两个轴 承减少了预加 负荷,甚至产生了间隙。
上述四种布局都不太理想 ,存在着一定的毛病。高精度、高转速 的主轴若采用上述 四种 中的任何一种布局方式安装都会影响主轴的回转精度及轴承的寿命。正确的布局方式,两对"同向''安装的向心球轴承 ,承担切削或磨削的一端一对轴承的外环与轴 承座孔轴向是固定的 ,则 另一端一对轴承的外环与轴承座孔其轴 向脱空 ,而两端轴承内环与主轴其 轴向是固紧的,主轴无轴 向窜动 。这样,当主轴受热伸长时 ,非切削端一对轴承可以在套 筒里向中间移 动,因而补偿了主轴 的热膨胀,轴承仍保持原有的预加负荷 。

利用冲模一定尺寸和外形的制件或坯料的冲压方法称为落料,哈默纳科扁平金属冲模谐波减速机SHF-14-80-2A-GR去除封闭轮廓内的材料得到带孔制件的冲压方法称为冲孔。落料时冲下的部分为成品,周边是废料。冲孔时冲下的部分为废料,周边是成品。

粉末压制成形方法通常称为粉末冶金。它是制造各种金属〔及非金属)粉末和以粉末为原料通过成形、哈默纳科扁平金属冲模谐波减速机SHF-14-80-2A-GR烧结和必要的后置处理制取金属材料和制品的工艺方法。粉末冶金工艺与金属的熔炼、铸造方法有根本不同。其工艺过程包括粉料制备、压制成形、烧结及烧结后的处理等工序。
电磁离合器是利用激磁线圈的电流所产生的磁力来操纵离合器的各种接合元件,以达到接合或分离的离合器。电磁离合器有结构简单,日本哈默纳科谐波减速机CSF-11-100-1U起动力矩大,离合迅速,安装维修方便,使用寿命长,操纵方便等优点
http://harmonicdrivee.com